enfragy_video

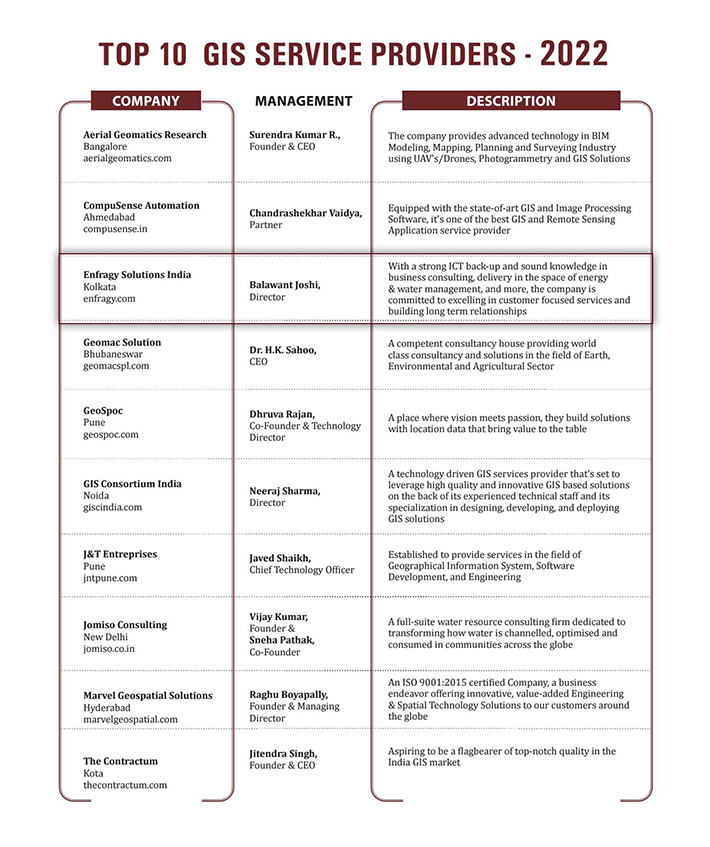
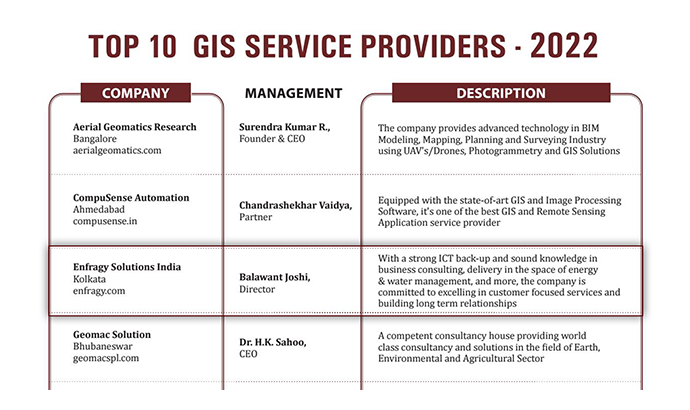


TOP 10 GIS SERVICE PROVIDERS-2022
Mr. Balawant Joshi on Enfragy’s GIS Solutions